
 Notice
Notice



3DXTech CarbonX™ CF-PETG Filament 750g Black
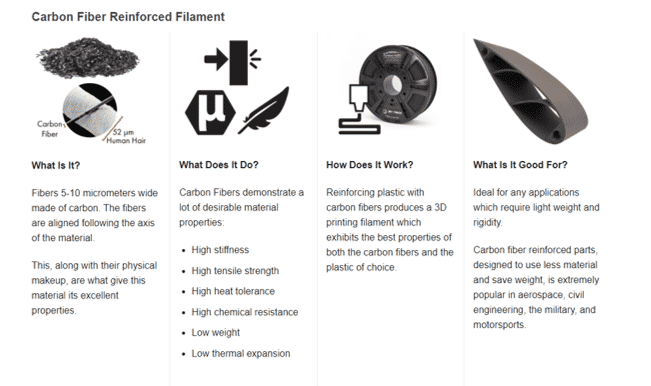
CarbonX™ PETG+CF is made using our high-flow PETG and premium high-modulus carbon fiber. This material offers ease of printing, strength & stiffness, excellent dimensional stability, and an amazing surface finish.
CarbonX™ PETG+CF Carbon Fiber Reinforced Co-Polyester
CarbonX™ PETG+CF is made in the USA using premium PETG and High-Modulus Carbon Fiber (not carbon powder or milled carbon fiber). CarbonX™ PETG+CF is an improved CF reinforced 3D printing filament vs. the competition. This filament is ideal for anyone that desires a structural component with high modulus, excellent surface quality, dimensional stability, light weight, and ease of printing.
Benefits of CarbonX™ PETG+CF Include:
- Superior chemical resistance vs. ABS
- Amorphous structure giving it low, near isotropic shrinkage
- Low moisture absorption, 3x lower than ABS
- Very low odor while printing
- Wide processing range from 230-270°C
Chemical Resistance of PETG:
Unstressed tensile bars molded of PETG exhibit good resistance to dilute aqueous solutions of mineral acids, bases, salts, and soaps, and to aliphatic hydrocarbons, alcohols, and a variety of oils. Halogenated hydrocarbons, short chain length ketones, and aromatic hydrocarbons dissolve or swell the plastic.
Filament Specifications:
1.75mm and 2.85mm +/- 0.05mm in diameter
Recommended Print Settings:
- Extruder: 230-260°C
- Bed Temp: 70-90°C
- Nozzle: We currently recommend a hardened steel nozzle with a minimum diameter of 0.4mm.
- Other: Ideal layer height is 60% of nozzle diameter. We do not recommend printing layers smaller than 0.2mm with carbon fiber reinforced filaments.
- Bed Prep: Magigoo Bed Prep Adhesive gives us the best results
- Heated Chamber: Not required
- Supports: Water soluble AquaTek X1 USM works great for complex parts.
- Drying Instructions: 65°C for 4 hours.
Abrasive Material
This material is particularly abrasive among 3D printing filaments. Users may find standard brass nozzles are chewed through very quickly compared to standard wear and tear. When worn through, the nozzle diameter will widen inconsistently and the printer will experience extrusion issues.
Because of this, it's strongly recommended this material be printed through a hardened steel nozzle rather than a softer metal. Hardened steel nozzles can often be inexpensive and easily installed depending on your printer manufacturer's instructions.
Safety and Technical datasheets
PETG_CF-TDS-v03
PETG_CF-SDS-v01
There are no reviews yet.
